
 Tiếng Việt
Tiếng Việt
Dầu gia công cắt dây tia lửa điện WEDM trong quá trình gia công kim loại
Đối với gia công cơ khí chính xác thì bước gia công cắt dây là một phần quan trọng, không thể thiếu trong chu trình gia công tạo nên một sản phẩm. Với chi phí đầu tư không lớn, việc vận hành đơn giản trong khi tốc độ gia công nhanh chóng, đã khiến cho máy cắt dây là một lựa chọn ưu tiên của phần lớn doanh nghiệp, cũng như các xưởng cơ khí vừa và nhỏ.
Để có thể lựa chọn và mua được sản phẩm dầu gia công cắt dây tia lửa điện WEDM tốt nhất, phù hợp với mục đích sử dụng và yêu cầu của máy gia công cắt dây là điều vô cùng quan trọng. Tại bài viết này, MiennamPetro chúng tôi xin chia sẻ với khách hàng những vấn đề cơ bản: Cấu tạo, ứng dụng, nguyên lý hoạt động của máy cắt dây và giúp khách hàng lựa chọn một số sản phẩm dầu gia công phù hợp với ứng dụng đang phổ biến trên thị trường.
I . Cấu tạo của máy cắt dây (cắt dây tia lửa điện – Wire cut EDM)
Máy cắt dây EDM (Wire-cut EDM hoặc Wire EDM) là một trong những loại máy gia công xung điện, trong đó điện cực âm trên máy là một sợi dây kim loại có đường kính từ 0,1 – 0,3mm. Đây là điểm khác biệt cơ bản giữa máy gia công cắt dây tia lửa điện và các máy gia công xung điện khác (gia công bằng điện cực thỏi) bạn có thể tìm hiểu qua bài viết Dầu gia công cơ khí có tia lửa điện bạn đã hiểu rõ?
Các máy cắt dây có tích hợp hệ thống máy tính điều khiển tự động được gọi là máy cắt dây CNC.
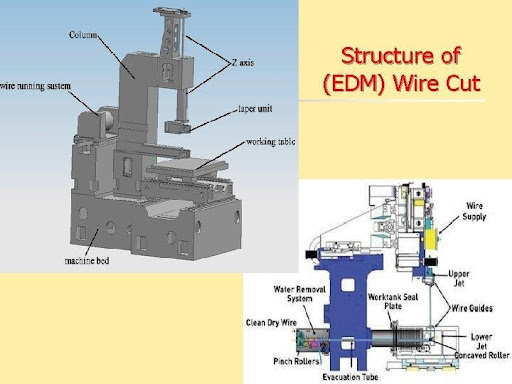
Máy cắt dây tia lửa điện thường được chia thành 4 phần
– Hệ thống cơ khí: Thân máy, bàn máy, hệ thống dẫn dây.
– Hệ thống điện môi: Thùng chứa điện môi, hệ thống lọc, hệ thống trao đổi ion.
– Hệ thống phóng điện: Tủ điện, bo mạch phóng điện, bộ nguồn phóng điện.
– Hệ điều khiển số CNC.
Nguyên lý hoạt động của máy cắt dây EDM
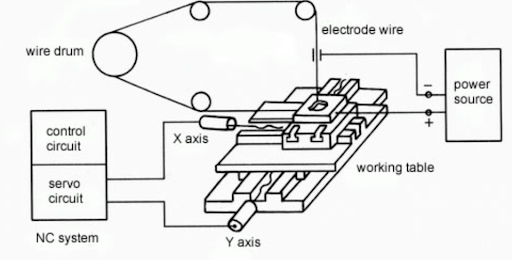
Nguyên lý của máy cắt dây cũng tương tự như những máy gia công xung điện khác, dựa vào sự ăn mòn cực dương khi có electron từ cực âm bắn phá qua cực dương. Phôi vật liệu đóng vai trò là cực dương, cực âm thay vì là những điện cực thỏi có hình dạng phức tạp thì cực âm trên máy cắt dây là sợi dây cắt có đường kính 0,1 – 0,3 mm, cuộn liên tục và chạy theo một biên dạng cố định, cho phép cắt bề mặt 2D và 3D phức tạp.
Dây cắt
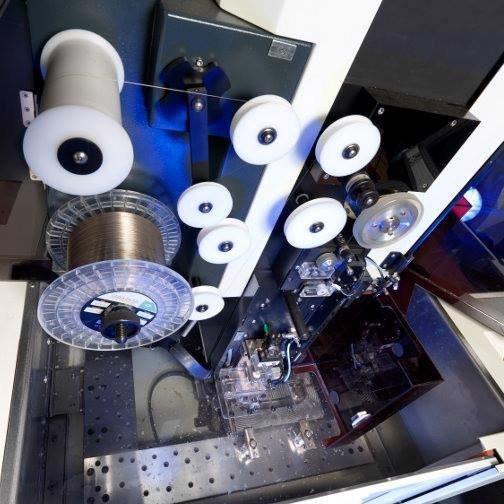
Dây cắt của máy cắt dây thường được chế tạo với các chất liệu đồng đỏ, đồng thau, molipden, volfram, đồng – volfram, bạc – volfram, kẽm… .Bên ngoài thường được thêm một lớp phủ oxit kẽm, Graphit để tăng độ bền cho dây cắt.
Dây cắt thường chỉ được sử dụng một lần, nhưng cũng có loại sử dụng được nhiều lần. Đối với gia công cắt dây thì vật liệu làm dây cắt phải có các tính chất sau:
- Dẫn điện tốt
- Có nhiệt độ nóng chảy cao
- Dẫn nhiệt tốt
Dây cắt có 2 loại là loại không có lớp phủ (đơn thành phần) và loại có lớp phủ (đa thành phần). Loại không có lớp phủ là loại dây cắt truyền thống, có chất liệu là một kim loại đơn thành phần như đồng đỏ, đồng thau và molipden. Loại dây có lớp phủ (coated wire) có độ bền kéo và độ thoát nhiệt cao trong quá trình gia công. Lớp phủ có thể là kẽm, oxit kẽm, graphit, đồng đỏ với lõi là đồng thau… Các lớp phủ thường dày từ 5 – 10µm.
II. Ứng dụng máy cắt dây trong gia công cơ khí

- Gia công lỗ trong khuôn đột, khuôn ép kim loại…
- Gia công điện cực cho máy xung EDM.
- Dùng cắt các đường biên dạng phức tạp. Cụ thể như biên dạng cam, biên dạng thân khai của bánh răng, biên dạng spline…
- Cắt các mặt ba chiều. Cụ thể như các bề mặt bánh răng nghiêng, cánh tuabin, khối dạng nón, chi tiết xoắn ốc, parabol…
- Ngoài ra gia công WEDM còn áp dụng để gia công vật liệu siêu cứng. Có thể kể đến như kim cương, vật liệu composite, gia công sứ cách điện.
III. Dầu sử dụng trong máy gia công cắt dây EDM
Chức năng của Chất điện môi
- Cách ly khe hở gia công trước khi một lượng lớn năng lượng được tích lũy. Và tập trung năng lượng phóng điện vào một vùng nhỏ.
- Khôi phục điều kiện khe hở mong muốn bằng cách làm lạnh khe hở và khử ion hóa.
- Rửa trôi phôi ra khỏi vùng gia công, làm nguội dây. Và làm nguội chi tiết gia công.
Chất điện môi sử dụng trong gia công cắt dây EDM có thể là dầu hoặc nước đã khử khoáng
So sánh chất điện môi là nước khử khoáng và dầu
| Nước khử khoáng | Dầu cắt dây WEDM |
| Khả năng làm nguội tốt, tốc độ cắt cao | Khả năng làm nguội tốt, tốc độ cắt cao |
| Khả năng bóc tách vật liệu phôi phụ thuộc vào điện trở suất của nước | Không phụ thuộc vào điện trở suất |
| Gây ăn mòn các chi tiết gia công và cơ cấu máy | không gây ăn mòn điện hóa, ăn mòn bề mặt trong dầu nên lượng coban trong hợp kim cứng không bị suy giảm |
| Chất lượng bề mặt gia công có độ bóng, độ bền không cao | Chất lượng bề mặt và độ bền lâu sau khi gia công trong dầu cao hơn nhiều so với khi gia công trong nước |
| Sử dụng với dây điện cực với đường kính lớn hơn | Sử dụng dây điện cực rất mảnh với đường kính 0,025 – 0,003 mm |
| Chi phí rẻ, sử dụng trực tiếp | Chi phí cao hơn, thường được pha với nước tỉ lệ dầu : nước thường là 1: 10 (có thể thay đổi tùy mức độ gia công. Và khuyến cáo của nhà sản xuất dầu |
Cách chọn dầu nhớt cho máy xung điện
Về tính năng và tiêu chuẩn kỹ thuật của dầu gia công cắt dây tia lửa điện WEDM cần đáp ứng được các vấn đề sau:
- Khả năng cách điện tốt.
- Màu trong suốt để dễ quan sát vùng gia công.
- Độ nhớt ổn định.
- Có khả năng được lọc sạch.
Nếu sản phẩm dầu cắt dây WEDM đáp ứng được cơ bản những vấn đề nêu trên. Lúc đó có thể khẳng định là hoàn toàn có thể sử dụng tốt cho các loại máy gia công cắt dây WEDM.
Tại Việt nam hiện nay, trong thực tế thì lựa chọn sản phẩm dầu gia công cắt dây tia lửa điện WEDM còn phụ thuộc vào những yếu tố khác về khả năng cung cấp và tính thân thiện với người sử dụng. Trong đó những vấn đề được quan tâm hàng đầu gồm:
- Sản phẩm được sản xuất bởi các thương hiệu có uy tín trong ngành dầu nhớt.
- Thời gian sử dụng kéo dài, chi phí-hiệu quả.
- Cách điện và độ bền điện môi cao, độ chính xác bề mặt cao.
- Nhiệt độ điểm sôi cao giúp giảm thiểu thiệt hại bốc hơi. Để ngăn chặn thiệt hại do biến động tăng độ nhớt dầu, tăng độ chính xác gia công. Ít bay hơi & tạo sương, ít hao hụt.
- Sự ổn định tốt và nhiệt độ ổn định oxy hóa, khó bị oxi hóa đổi màu.
- Không màu và không mùi, giúp người sử dụng để quan sát trong quá trình gia công.
- Chất thơm rất thấp giảm kích ứng an toàn cho người vận hành và môi trường.
- Chịu lọc tốt, giúp xử lý tốt phế thải bụi vụn; Duy trì máy sạch sẽ, Chi phí xử lý chất thải thấp.
- Ít bị giảm chất lượng do các ion kim loại.
Chú ý khi sử dụng dầu gia công cắt dây tia lửa điện
– Sử dụng quạt hút bảo hộ lao động.
– Nếu có bất cứ cảnh báo về sử dụng dầu gia công cắt dây tia lửa điện WEDM về rủi ro về sức khỏe. Bạn nên yêu cầu sử dụng quạt hút trong quá trình gia công.
– Bất cứ điều gì liệt kê khác hơn là khói, khói như thoát khí carbon monoxide nên được theo dõi. Các sản phẩm với một lượng lưu huỳnh cao có thể cho ra oxit của lưu huỳnh.
– Sử dụng bảo hộ lao động khi tiếp xúc trực tiếp với dầu WEDM.
LỜI KẾT
Thông qua bài viết MiennamPetro đã tổng hợp về các tiêu chuẩn và cách sử dụng dầu gia công cắt dây tia lửa điện WEDM một cách hiệu quả nhất trong gia công kim loại. Nếu các bạn còn câu hỏi nào thắc mắc về gia công kim loại, các bạn có thể bình luận dưới cuối bài viết hoặc gọi trực tiếp cho chúng tôi để được giải đáp.